第一阶段:从泥料到壶身
这是紫砂壶成型的核心,也是区分“全手工”与“半手工”的关键。
(图片来源网络,侵删)
第1步:选矿与练泥
- 选矿: 制作紫砂壶的原料是深藏于江苏省宜兴市丁蜀镇甲泥矿层中的“紫砂泥”,矿工们需要根据经验判断矿层的优劣,进行开采。
- 风化与粉碎: 开采出的原矿(俗称“生料”)需要露天堆放数月甚至数年,使其自然风化、松散,之后用石碾或机械将其粉碎成细小的颗粒。
- 过筛与除杂: 将粉碎后的泥料通过不同规格的筛网,筛掉其中的粗颗粒和杂质,确保泥料细腻均匀。
- 炼泥: 这是至关重要的一步,筛好的泥粉需要按一定比例加入清水,进行“陈腐”,将湿润的泥料放入不透气的陶缸或密封环境中,存放数月甚至数年以上,这个过程能让泥料中的水分充分渗透,有机物自然分解,泥质变得极其柔软、细腻、有韧性,俗称“养土”,陈腐时间越长,泥料品质越好。
- 真空炼泥: 将陈腐好的泥料送入真空练泥机中反复挤压、排气,制成均匀、致密、无气泡的泥条或泥片,市面上也有“手打练泥”的方式,由老师傅用千斤锤反复捶打,据说能更好地保留泥料的“骨力”,但极为耗费体力。
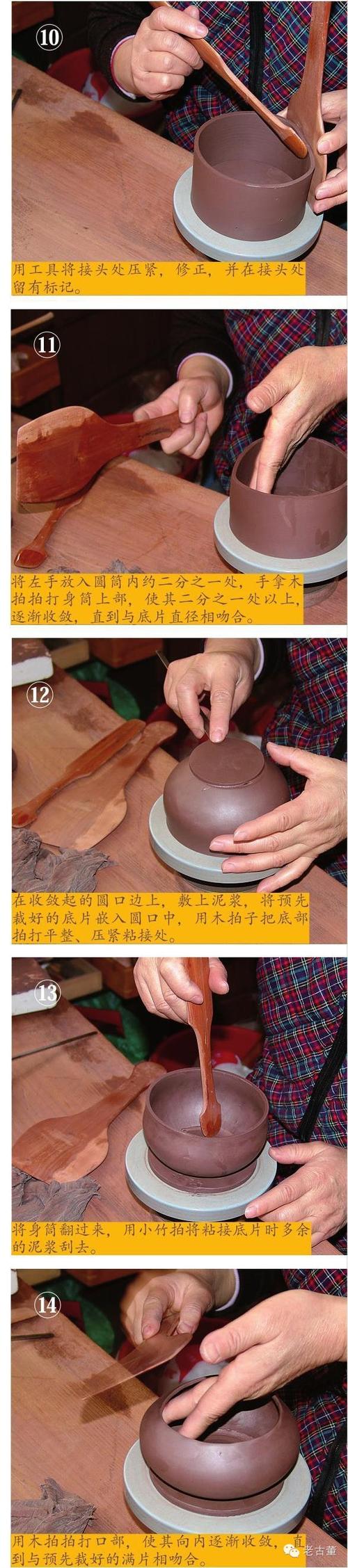
第2步:打身筒(制作圆形壶身)
这是制作圆形壶最经典、最考验功力的方法。
- 打泥片: 将炼好的泥料放在光滑的石板(俗称“档板”)上,用木槌或拍子将其打成厚度均匀的泥片。
- 围筒身: 将泥片根据所需尺寸围成一个圆筒,用竹制“鳑鲏刀”刮去接合处的多余泥料,使接口平整。
- 上底片: 用工具在筒身底部切出一个圆口,取一块略大的泥片,用“脂泥”(一种含水量较高的专用泥浆)粘在筒身底部,并用“拍子”轻轻拍打、压实,使其与筒身融为一体。
- 拍身筒: 这是全手工的灵魂所在,匠人将筒身放在转盘上,用木制“拍子”或“拍身筒”工具,均匀、有节奏地拍打筒身外部,通过拍打,泥片会延展、变薄、变形,逐渐变成预想的壶体轮廓,这个过程需要极高的控制力,既要让壶身成型,又要保证厚薄均匀,壶体挺拔圆润。
- 上满片(壶盖内片): 在壶口内侧,用同样方法粘上一块泥片,作为壶盖的依托,确保壶盖与壶口的完美贴合。
第3步:镶身筒(制作方形壶身)
制作方形壶或异形壶则采用“镶身筒”的方法。
- 拍打泥片: 将泥料拍打成厚度均匀的方形或异形泥片。
- 镶接成框: 将四块(或多块)泥片按照设计好的角度,用脂泥精准地镶接起来,形成一个方形的筒身,这个过程对角度和线条的把握要求极高,稍有偏差就会导致壶身歪斜。
- 修整与加固: 镶接好后,匠人需要用工具仔细修整接缝,并用“竹拍”或“明针”等工具将内外接缝刮平、刮光,使接缝处看不出痕迹。
第二阶段:从部件到成品
壶身成型后,就需要制作壶盖、壶嘴、壶把、壶钮等部件,并将它们完美地组合在一起。
第4步:制作壶盖与壶钮
- 做壶盖: 从壶口“满片”上用“规车”(一种圆形切割工具)切割出与壶口大小完全一致的圆形泥片,作为壶盖的底板。
- 做壶盖片: 另外打一片稍厚的泥片,用模具或徒手捏塑出壶盖的弧度。
- 粘合与修整: 将壶盖片粘在底板上,然后用“脂泥”塑出盖口的“虚片”(即壶盖内沿与壶口接触的部分),这是保证壶盖“不落不晃”的关键,用工具精细修整盖口和盖面。
- 做壶钮: 壶钮是点睛之笔,匠人会用一小块泥,通过捏、搓、压、塑等手法,做成设计好的形状(如桥钮、球钮、树桩钮等),并用脂泥粘在壶盖中央。
第5步:制作壶嘴与壶把
- 做壶嘴: 取一根泥条,根据设计好的角度和曲线,用工具慢慢“捻”出雏形,这个过程称为“捻嘴”,用工具从内部和外部反复刮压、修整,使嘴的线条流畅、出水爽利、断水干脆,壶嘴的制作对匠人的水力学和审美要求极高。
- 做壶把: 常见的有“端把”和“提梁”,端把的制作相对简单,取泥条弯成圈状,粘接并修整即可,提梁则更为复杂,需要计算好比例和弧度,一次成型,难度很大。
第6步:开气孔
在壶盖上,必须钻出一个小孔,以平衡壶内外的气压,使出水顺畅,这个孔通常用钻头或针筒钻出,位置和大小都很有讲究。
(图片来源网络,侵删)
第7步:精加工——明针
这是全手工壶最具特色的一步,也是赋予紫砂壶“骨肉亭匀、珠圆玉润”神韵的关键。
- 工具: “明针”是一根牛角片或竹片,边缘非常薄且光滑。
- 操作: 匠人手持明针,蘸水,在半干的壶身、壶盖、壶嘴、壶把等所有内外表面,进行反复、细致地刮压。
- 目的:
- 刮平修整: 修正制作过程中留下的微小痕迹,使表面平整光滑。
- 压密颗粒: 通过压力,将泥料表面的颗粒更加紧密地排列,使壶体“光而不亮”,呈现出温润如玉的哑光质感。
- 抛光: 形成最终的光泽度,这种光泽是泥料本身的光泽,而非人工抛光。
第8步:晾干与烧制
- 自然阴干: 精加工完成后,壶不能暴晒或烘干,必须放在阴凉、通风、无尘的环境中自然晾干,这个过程可能需要数天甚至一周以上,缓慢而均匀的干燥过程,能防止壶体开裂或变形。
- 装窑与烧制: 完全干燥的壶(称为“生坯”)才能入窑,紫砂壶通常在龙窑或电窑中烧制,烧制温度一般在1100℃到1200℃之间,被称为“千度成陶”。
- 窑变: 在高温下,紫砂泥会发生神奇的物理和化学变化,颗粒会膨胀、显色、形成独特的双气孔结构,这正是紫砂壶“透气不渗水”的根本原因,烧制过程中的气氛、温度的微小变化,都会导致成品的颜色、光泽产生差异,每一把壶都成为独一无二的艺术品。
第9步:出窑与养壶
- 出窑: 烧制完成后,待窑体冷却,即可开窑取出成品,此时的紫砂壶已经基本成型,但还需要最后的清理。
- 清理与开壶: 用软布或细砂纸轻轻擦拭,去除壶身表面的“火刺”和窑灰,之后进行“开壶”仪式,用茶叶煮壶,去除土味和杂质,同时开始为壶进行初步的“养壶”。
- 养壶: 紫砂壶的魅力在于“养”,通过长期泡养,用茶的汁水滋养壶体,壶的颜色会逐渐变深,光泽愈发温润,形成一层如玉般的“包浆”,与主人融为一体,成为有生命的艺术品。
全手工 vs 半手工
- 全手工: 上述所有步骤,从打泥片开始,到拍身筒、捻嘴、做把、明针修整,全部由匠人徒手完成,不使用任何模具(除了制作壶盖的“规车”是工具,但非模具),每一把都是孤品,有手工的温度和痕迹。
- 半手工(模具壶): 壶身通过模具(石膏模或挡模)压制而成,提高了效率,降低了成本,壶盖、壶嘴、壶把等部件则可能是手工制作后,再用模具复制,虽然也含有手工成分,但核心的壶身成型依赖于模具,艺术价值和独特性远低于全手工壶。
真正的全手工紫砂壶,是匠人指尖的艺术,是时间与汗水的结晶,其制作过程本身就是一门值得尊敬的技艺。


