什么是“死亡气泡”?
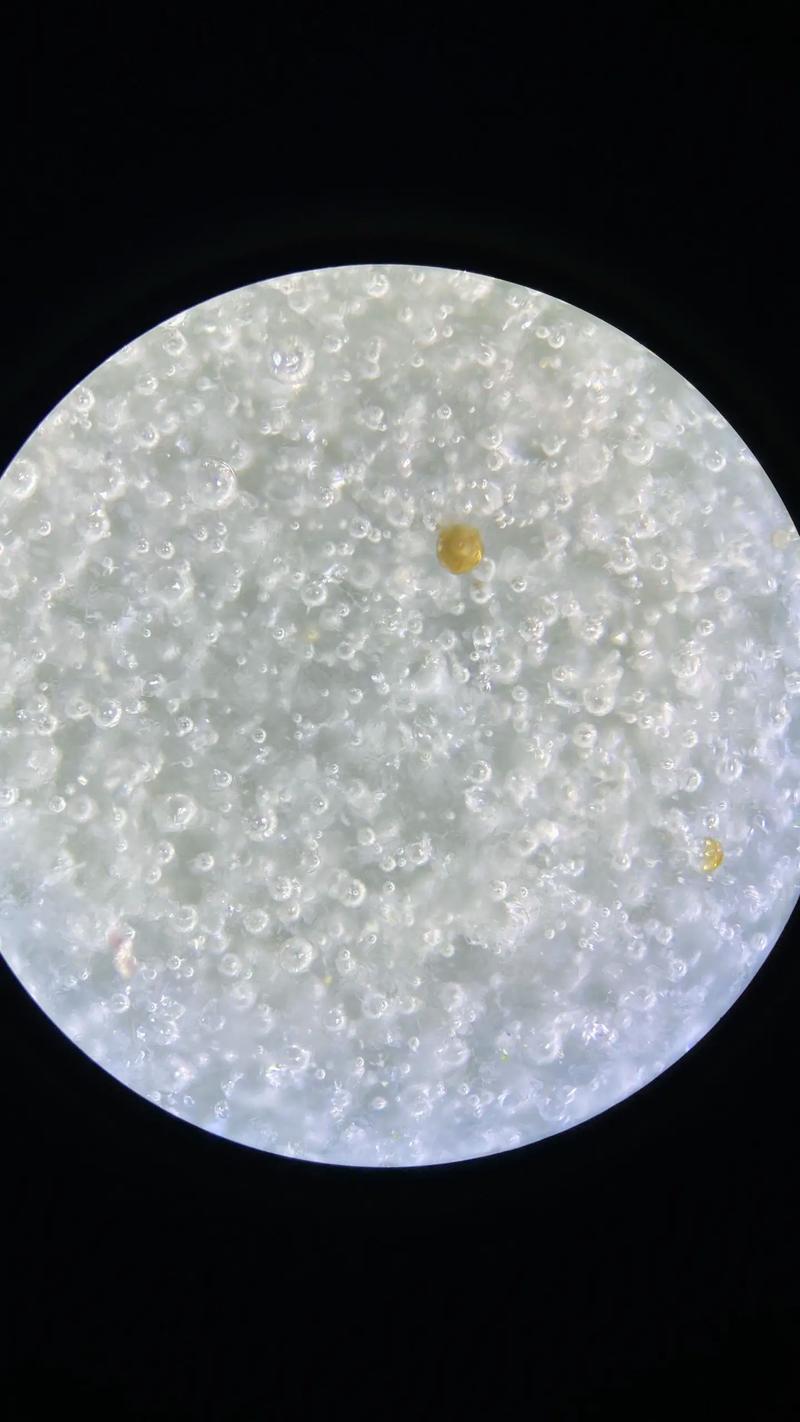
“死亡气泡”(Death Bubble),在陶瓷领域更专业的术语是“棕眼”(Pinhole or Pore)或“针孔”,它指的是在瓷器釉面或釉层下方出现的一种极微小的、凹陷的、点状的开孔或气泡。

(图片来源网络,侵删)
这个名称非常形象,因为它常常呈现出一种棕褐色或深色的小点,看起来就像一个“死掉的气泡”留下的印记,因此得名“死亡气泡”,它被认为是瓷器烧制过程中的一种瑕疵,会严重影响瓷器的美观和价值。
死亡气泡是如何形成的?
死亡气泡的形成是一个复杂的物理化学过程,其核心原因是釉料在熔融和冷却过程中,气体未能完全排出,最终在釉面留下痕迹。
可以分为以下几个阶段:
-
气体的来源:
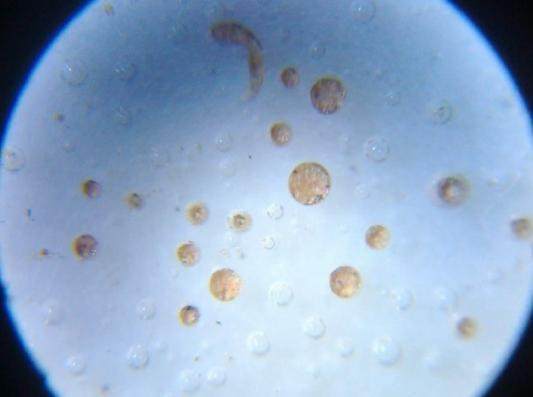
 (图片来源网络,侵删)
(图片来源网络,侵删)- 坯体(瓷胎):在高温烧制时,瓷胎中的有机物(如黏土中的腐殖质)、碳酸盐、硫酸盐等会发生分解,释放出二氧化碳(CO₂)、二氧化硫(SO₂)、水蒸气(H₂O)等气体。
- 釉料本身:釉料中的某些原料(如碳酸盐、硫酸盐)在高温下也会分解产生气体。
- 釉料与坯体反应:釉料与坯体之间在高温下会发生复杂的化学反应,也可能产生新的气体。
-
气泡的形成与上升:
- 在高温下(通常在釉的软化点到完全熔化的区间),这些气体在坯体内部或釉层下方形成小气泡。
- 由于气体的密度小于熔融的玻璃质釉料,这些气泡会努力向上“浮”,试图穿过釉层,逸出到窑炉的大气中。
-
“死亡”的关键时刻——釉面固化:
- 这是决定气泡“生”与“死”的关键步骤。
- 理想情况(气泡“活”了):如果窑炉的升温、保温和降温控制得当,釉料有足够的时间和流动性,让气泡完全浮出表面并破裂,釉面流平后,就会留下一个光滑、完美的表面。
- 瑕疵情况(气泡“死”了):如果窑内温度上升过快,或者保温时间不足,导致釉料过早地开始凝固、硬化(即“玻化”),那些正在上升的气泡被已经变硬的釉层“困住”了,气泡继续向上顶,但釉面已经无法流动,最终气泡在釉面下破裂,留下了一个微小的孔洞,这就是“死亡气泡”或“棕眼”。
死亡气泡就是被“封印”在釉面下的气泡,它没能成功逃出,最终在釉面留下了自己的“墓碑”。
影响死亡气泡形成的因素
死亡气泡的产生与整个制瓷工艺的多个环节密切相关,主要包括:
(图片来源网络,侵删)
-
原料因素:
- 坯料/釉料纯度:原料中含有过多的有机杂质、碳酸盐或硫酸盐,会分解产生大量气体,增加气泡产生的风险,古代景德镇制瓷所用的“麻仓土”等优质高岭土,纯度高,杂质少,是减少气泡的关键。
- 釉料配方:釉料的熔融温度范围(即“烧成温度范围”或“烧成温域”)很关键,如果温域太窄,意味着釉料在短时间内就从软化完全熔化,留给气泡排出的时间窗口很短,极易产生棕眼。
-
成型与素烧因素:
- 坯体排气:在施釉前,对素坯进行充分的排气处理(如适当的素烧温度),可以提前排除一部分有机物和结晶水,减少高温时产生的气体总量。
-
施釉因素:
- 施釉方式与厚度:釉层过厚,会增加气体逸出的路径长度,更容易被“困住”,施釉时如果带入过多空气,也会在釉层中形成气泡。
-
烧窑工艺(最关键的因素):
- 升温速率:升温过快,坯体和釉料中的气体来不及排出,就被带到了高温区。
- 最高温度与保温时间:达到最高温度后,需要有足够的“保温时间”(或称“平焰烧成”),让釉料充分熔化,流动性增强,给气泡充足的时间浮出表面。
- 窑内气氛:氧化焰还是还原焰,也会影响气体的产生和逸出,在还原焰中,碳的还原反应可能会产生一氧化碳气体。
如何避免或减少死亡气泡?
古代的工匠们通过长期实践,总结出了一套行之有效的“秘方”,最著名的就是“三烧法”:
- 素烧:将成型的生坯在较低温度(约800-900℃)下第一次烧制,称为素烧,这一步可以排除坯体中的大部分水分和有机物,为后续上釉和釉烧打下基础。
- 釉烧:在素坯上施釉后,进行第二次高温烧制,这是形成瓷器的关键一步,为了避免气泡,工匠们会采用“氧化焰”进行初步升温,让坯体充分氧化分解,然后再转为“还原焰”,最后在最高温点进行长时间的“保温”,确保釉料完全玻化,气体充分排出。
- 彩烧:如果瓷器需要上彩绘,则在釉烧后进行第三次低温烧制,固定颜色。
现代工业生产则通过更精确的控温技术(如程序控温窑炉)、原料提纯和优化釉料配方,已经能够非常有效地控制甚至消除死亡气泡。
“死亡气泡”(棕眼)是瓷器釉面上的一种微小凹陷瑕疵,其本质是高温烧制时,气体未能从熔融的釉层中完全排出,被过早凝固的釉面“困住”后留下的痕迹。 它的形成与原料纯度、釉料配方、施釉工艺以及最重要的烧窑温度曲线密切相关,在古代,克服死亡气泡是衡量窑工技艺水平的重要标志;在现代,它则是一个可以通过精密控制来避免的技术问题。


